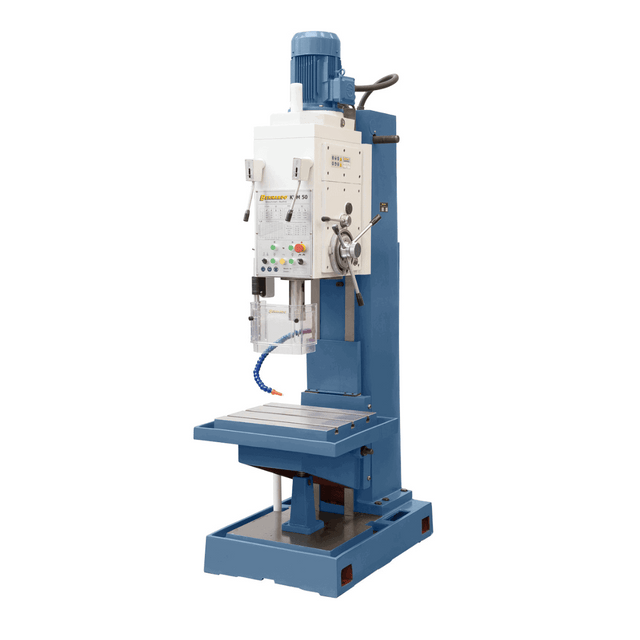
A furadeira de coluna fixa Bernardo KBM 50 é o modelo topo de linha da gama KBM, com motor de 4 kW e cone Morse MT 5, capaz de furar aço até Ø 50 mm e rosquear até M42 com reversão automática. Características técnicas: acessório de cone Morse MT 5, 9 velocidades do fuso de 45 a 850 rpm (em incrementos), avanço automático do fuso com 9 faixas de 0,056 a 1,8 mm/rev, motor de 4,0 kW com torque de 350 Nm, força de avanço de 16.000 N. Mesa em ferro fundido de 560 × 480 mm com ranhuras em T de 18 mm, elevação da mesa de 315 mm, distância entre o fuso e a coluna de 335 mm, distância máxima entre o fuso e a mesa de 720 mm. Estrutura em ferro fundido, peso de 1.250 kg, dimensões da máquina de 750 × 1.150 × 2.520 mm. Distribuído na Itália pela Krollit como distribuidor oficial da Bernardo desde 2007.
-
Capacidade de furação (aço): Ø 50 mm
-
Capacidade de rosqueamento: M42 com reversão automática
-
Conexão cônica Morse: MT 5
-
Velocidade do fuso: 9 velocidades, 45-850 rpm
-
Torque do fuso: 350 Nm
-
Força de avanço: 16.000 N
-
Curso do fuso: 250 mm
-
Mesa de ferro fundido: 560 × 480 mm com ranhuras em T de 18 mm
-
Elevação da mesa: 315 mm
-
Motor: 4,0 kW a 400 V trifásico
-
Peso: 1.250 kg
Quem usa a KBM 50 e para quê?
A Bernardo KBM 50 é uma furadeira de coluna de médio a grande porte para oficinas industriais com produção mecânica de alta capacidade. Capacidade de furação de Ø 50 mm e rosqueamento até M42: ideal para peças de médio a grande porte (acima de 200 × 200 mm), com um motor de 4,0 kW e torque de 350 Nm, mais que o dobro dos modelos KBM 25/32. A força de avanço de 16.000 N permite a furação passante em aços-liga de alta resistência (aço ferramenta HSS, 42CrMo4, 30NiCrMo12) e materiais resistentes. A mesa de ferro fundido de 560 × 480 mm com ranhuras em T de 18 mm é maior do que os modelos leves e pode acomodar peças de trabalho grandes. O acessório MT 4 suporta ferramentas de até Ø 50 mm. Para diâmetros de perfuração maiores do que o cone Morse, este modelo não tem o tamanho correto; a versão KBM 50 (MT 5) é necessária. Setores de uso típicos: engenharia mecânica com a produção de componentes mecânicos médios a pesados, oficinas de manutenção industrial para reparos de motores e transmissões, metalurgia com estruturas pesadas para construção e infraestrutura e a indústria agrícola para a construção e manutenção de máquinas agrícolas.
Seu lugar na linha Bernardo
A linha de furadeiras Bernardo está organizada em 3 categorias principais: furadeiras de bancada (DMT 20, BM, TB) para oficinas artesanais com uso ocasional; Furadeiras de coluna fixa (KBM 25/32/40/50/63/80) para oficinas industriais com produção mecânica de alta capacidade; Furadeiras de engrenagem (GB 30 TV) para oficinas de precisão com maiores requisitos de concentricidade. Os modelos KBM 40 e KBM 50 são os modelos médios da linha KBM, compartilhando a mesma estrutura (mesa de 560x480 mm, peso de 1.250 kg) e cone do fuso MT 5. Diferenças: o KBM 40 possui um furo de Ø 40 mm com um motor de 3,0 kW e velocidades de 31,5 a 1.400 rpm; o KBM 50 possui um furo de Ø 50 mm com um motor de 4,0 kW e velocidades de 45 a 850 rpm (faixa inferior para maior torque em ferramentas maiores). Para oficinas com ferramentas típicas de Ø 25-40 mm, a KBM 40 é a escolha certa; para oficinas com ferramentas de Ø 40-50 mm, a KBM 50 é dimensionada com um motor maior. Para capacidades maiores (Ø 63-80 mm), os modelos KBM 63/80 (categoria pesada com motor de 5,5 kW e torque de 800 Nm) são dimensionados adequadamente.
Krollit Logistics and Support
A Bernardo entrega em 5 a 9 dias úteis (7 dias no Sul). Para cargas pesadas, é necessário um guindaste ou transpaleteira pesada para descarregar do veículo de transporte e instalar. O manuseio interno na oficina é realizado com uma empilhadeira ou transpaleteira manual (capacidade de pelo menos 1.500 kg). Brocas HSS com cone MT, mandris de fresagem, dispositivos de rosqueamento, lâmpadas LED, bombas de refrigeração e peças de reposição originais Bernardo (correias, engrenagens, vedações, motores) estão disponíveis em estoque e são enviadas em 3 a 5 dias úteis. Suporte ao cliente em italiano disponível.
Para quem é a KBM 50?
| Perfil |
Compatibilidade |
Motivo |
| Hobbista ou oficina com uso ocasional |
Não especificado |
Máquina industrial de 1.250 kg com alimentação trifásica de 400 V. Para uso ocasional, as furadeiras de bancada DMT 20 ou as furadeiras de coluna BM/TB são de tamanho adequado.
|
| Indústria mecânica com peças de trabalho de peso médio a pesado
| Recomendado |
Mesa de 560x480 mm para suportar peças grandes, motor de 4,0 kW com torque de 350 Nm para furação passante em aços-liga. Força de avanço de 16.000 N permite usinagem pesada.
|
| Metalurgia para estruturas soldadas
| Recomendado |
Elevação da mesa de 315 mm permite adaptação a diferentes alturas de peças de trabalho. Inversão automática de rosca para furos roscados em estruturas de oficina.
|
Não adequado para: Oficinas sem uma fonte de alimentação industrial trifásica de 400V adequada; Ambientes sem espaço suficiente para as dimensões da máquina (750 × 1.150 × 2.520 mm); furação de precisão com concentricidade superior (para concentricidade ≤ 0,02 mm, as brocas GB 30 TV ou CNC são as mais adequadas); uso ocasional para hobby (a máquina é grande demais; considere as brocas DMT 20 ou BM/TB da linha de bancada).
Capacidade de trabalho
| Especificações |
Valores |
| Capacidade de furação em aço |
Ø 50 mm |
| Capacidade máxima de rosqueamento |
M42 |
| Conexão cônica Morse |
MT 5 |
Velocidades e avanços
| Especificações |
Valores |
| Eixo Velocidade |
9 velocidades de 45 a 850 rpm |
| Torque do fuso |
350 Nm |
| Curso do fuso |
250 mm |
| Curso da cabeça de perfuração |
195 mm |
| Avanço do fuso |
9 velocidades de 0,056 a 1,8 mm/rev |
| Força de avanço |
16.000 N |
Tabela e área de trabalho dimensões
| Especificação |
Valor |
| Dimensões da mesa |
560 × 480 mm |
| Ranhuras em T |
18 mm |
| Elevação da mesa |
315 mm |
| Distância entre o eixo e a coluna |
335 mm |
| Máx. Distância do eixo à mesa |
720 mm |
Motor e fonte de alimentação
| Especificações |
Valor |
| Potência do motor |
4,0 kW |
| Tensão |
400 V trifásico / 50 Hz |
Dimensões e Peso
| Especifique |
Valor |
| Dimensões da máquina (C × L × A) |
750 × 1.150 × 2.520 mm |
| Peso |
1.250 kg |
Conformidade
| Especificação |
Valor |
| Marcação |
CE |
| Diretiva |
Diretiva de Máquinas 2006/42/CE |
Equipamento Padrão
- Furadeira Bernardo KBM 50
- Dispositivo de refrigeração integrado
- Dispositivo automático de corte de rosca
- Rotação R/L
- Luz de trabalho LED integrada
- Cone Morse Soquete
- Proteção ajustável em altura em conformidade com a CE
- Conjunto de ferramentas de serviço
- Manual do usuário em italiano
Perguntas frequentes
Qual a diferença entre o cone MT 5 e outros cones?
O cone Morse MT 5 foi projetado para ferramentas com diâmetros de até Ø 50 mm. Para ferramentas de diâmetro maior, é necessário um cone Morse maior (MT 4 para Ø 32-40 mm, MT 5 para Ø 40-63 mm, MT 6 para Ø 63-80 mm).
O cone Morse é um padrão internacional que define o cone de acoplamento entre o fuso e a ferramenta: o cone é projetado para se autoapertar durante a rotação. Brocas, fresas, alargadores e buchas cônicas reduzidas em aço rápido (HSS) estão disponíveis em todos os encaixes MT. Para ferramentas B16 ou B18 (cilíndricas, com aperto por rosca), é necessário um mandril com encaixe MT. Recomenda-se o uso de mandris autoapertantes profissionais para trocas de ferramentas rápidas e seguras.
Como funciona o avanço automático do fuso?
O avanço automático abaixa o fuso a uma velocidade constante que pode ser ajustada dependendo do material, eliminando o esforço físico do operador na alavanca manual. As 9 faixas de avanço (0,056-1,8 mm/rev) abrangem diferentes materiais: 0,056-0,1 mm/rev para aços duros, 0,1-0,3 mm/rev para aços ligados, 0,3-0,7 mm/rev para aços macios e 0,7-1,8 mm/rev para alumínio e ligas leves.
O avanço correto é crucial para: a vida útil da broca (avanço excessivo causa quebra), a qualidade do furo (avanço reduzido causa usinagem lenta e rebarbas excessivas) e a produtividade da máquina (o avanço ideal reduz significativamente o tempo de furação). Para produção em série, o avanço automático permite a perfuração de múltiplos furos idênticos sem intervenção manual: um recurso fundamental para a produtividade.
A rosca M42 requer um dispositivo específico?
Sim, e ele está incluído como padrão. O dispositivo de rosqueamento automático permite a abertura de roscas M42 sem a necessidade de parar o fuso manualmente: o sentido de rotação se inverte automaticamente quando a profundidade definida é atingida.
Procedimento padrão de rosqueamento: instale o macho no porta-rosca MT, ajuste o batente de profundidade e posicione a peça na mesa com óleo de rosca. O operador liga a máquina, o fuso gira para frente, abrindo a rosca. Quando a profundidade desejada é atingida, o sentido de rotação se inverte automaticamente, liberando o macho.
Recomenda-se o uso de um óleo específico para roscas de aço (por exemplo, CutCool, Tapping Fluid) para garantir a qualidade da rosca e prolongar a vida útil do macho.
Posso realizar furação de precisão com esta furadeira?
Para precisão padrão (concentricidade de 0,05 a 0,1 mm), sim. Para maior precisão (concentricidade ≤ 0,02 mm), furadeiras com engrenagens (GB 30 TV) ou furadeiras CNC com fusos de precisão são as opções adequadas.
As furadeiras de coluna fixa KBM possuem acionamento por correia com concentricidade típica de aplicações industriais padrão. Para aplicações de maior precisão (mandrilamento de precisão, furação para acoplamentos H7), a GB 30 TV com engrenagens temperadas e retificadas oferece concentricidade ≤ 0,02 mm. Para aplicações industriais de extrema precisão (concentricidade abaixo de 0,01 mm), são necessárias mandriladoras dedicadas ou centros de usinagem CNC.
Qual a alimentação elétrica necessária para esta máquina?
Linha trifásica de 400 V com seção transversal do cabo adequada para o motor de 4,0 kW: tipicamente 4 mm² até 30 metros, 6 mm² acima de 30 metros. Disjuntor dedicado de 20 A.
Para oficinas sem alimentação trifásica, são necessárias atualizações elétricas (custo típico de € 500 a € 1.500 para um novo medidor trifásico + fiação + disjuntor). Para oficinas com alimentação trifásica, mas com cabos subdimensionados, o custo se limita à fiação dedicada (€ 200 a € 500). Recomenda-se verificação prévia à compra: entre em contato com um eletricista qualificado para verificar a disponibilidade de energia no medidor existente e as seções transversais dos cabos atuais.