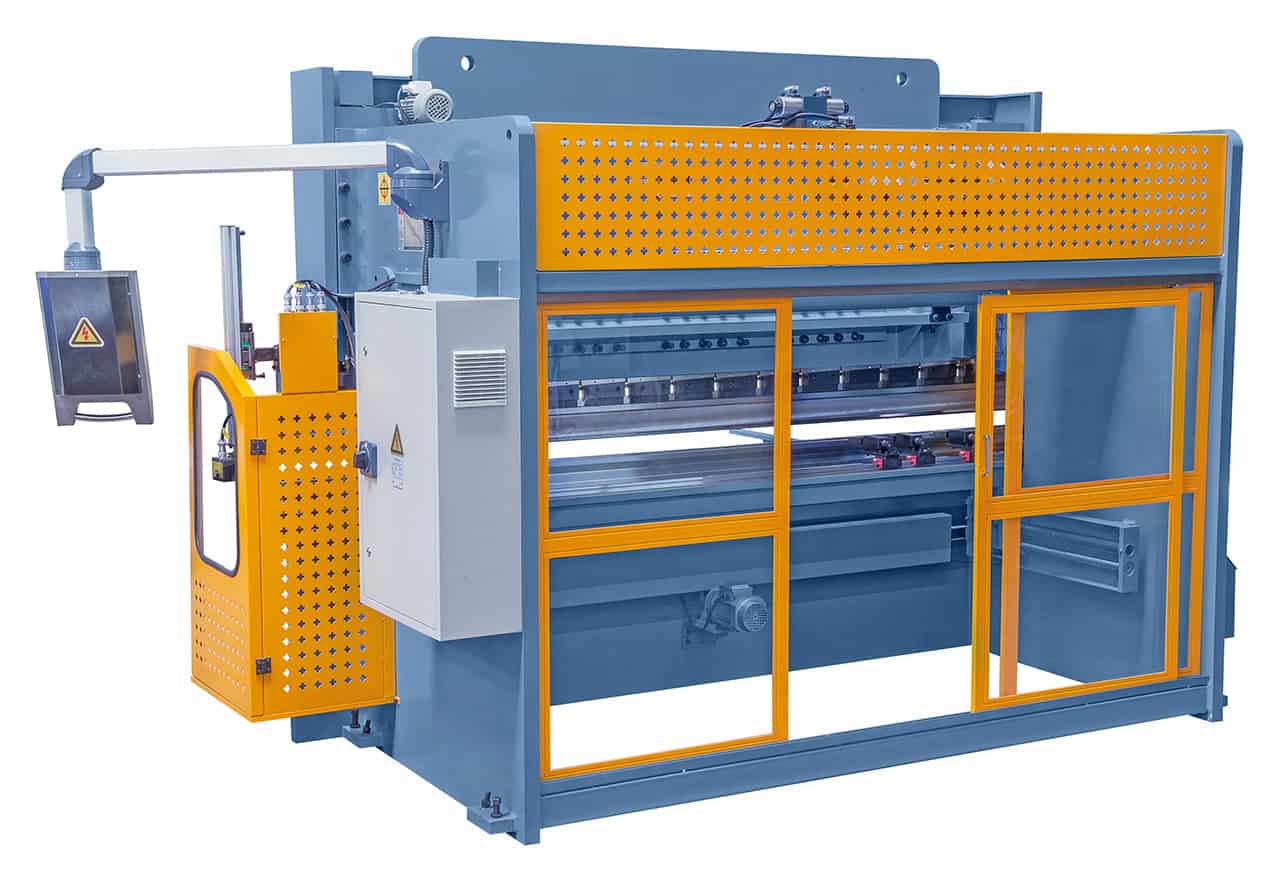









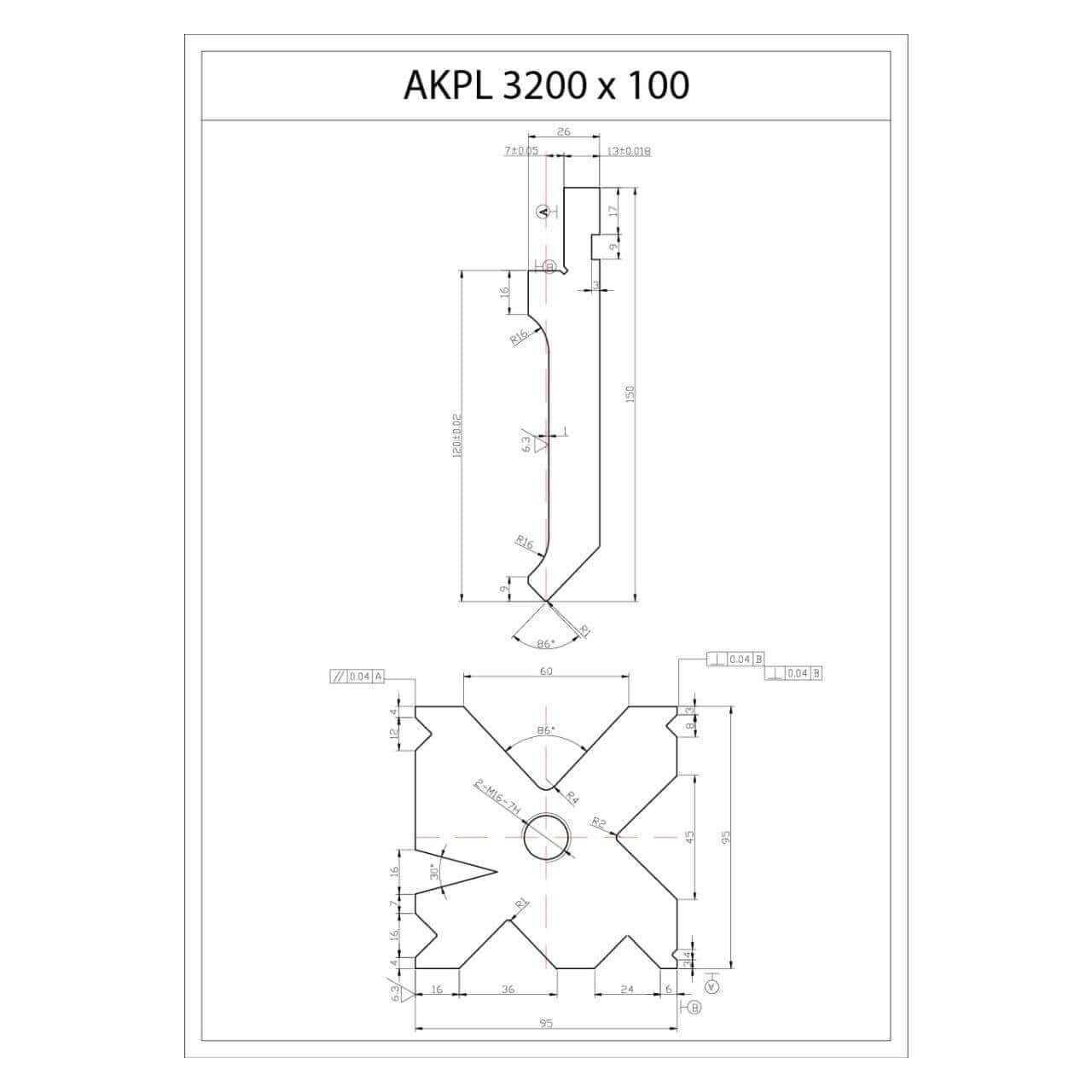
Prensa quinadeira hidráulica Bernardo AKPL 3200 x 100 – 100 toneladas, 3.200 mm, controlo numerico NC E21S
Prensa quinadeira hidráulica Bernardo AKPL 3200 x 100 – 100 toneladas, 3.200 mm, controlo numerico NC E21S está esgotado e será enviado assim que estiver de novo em estoque.
Entrega e envio
Entrega e envio
Adicione algumas informações gerais sobre as suas políticas de entrega e envio.

Prensa quinadeira hidráulica Bernardo AKPL 3200 x 100 – 100 tonelad...
-
Descrição
-
Segurança do produto
-
Críticas
Descrição
- Força de dobra: 100 toneladas
- Comprimento útil: 3.200 mm
- Distância entre colunas: 2.600 mm
- Profundidade da garganta: 320 mm
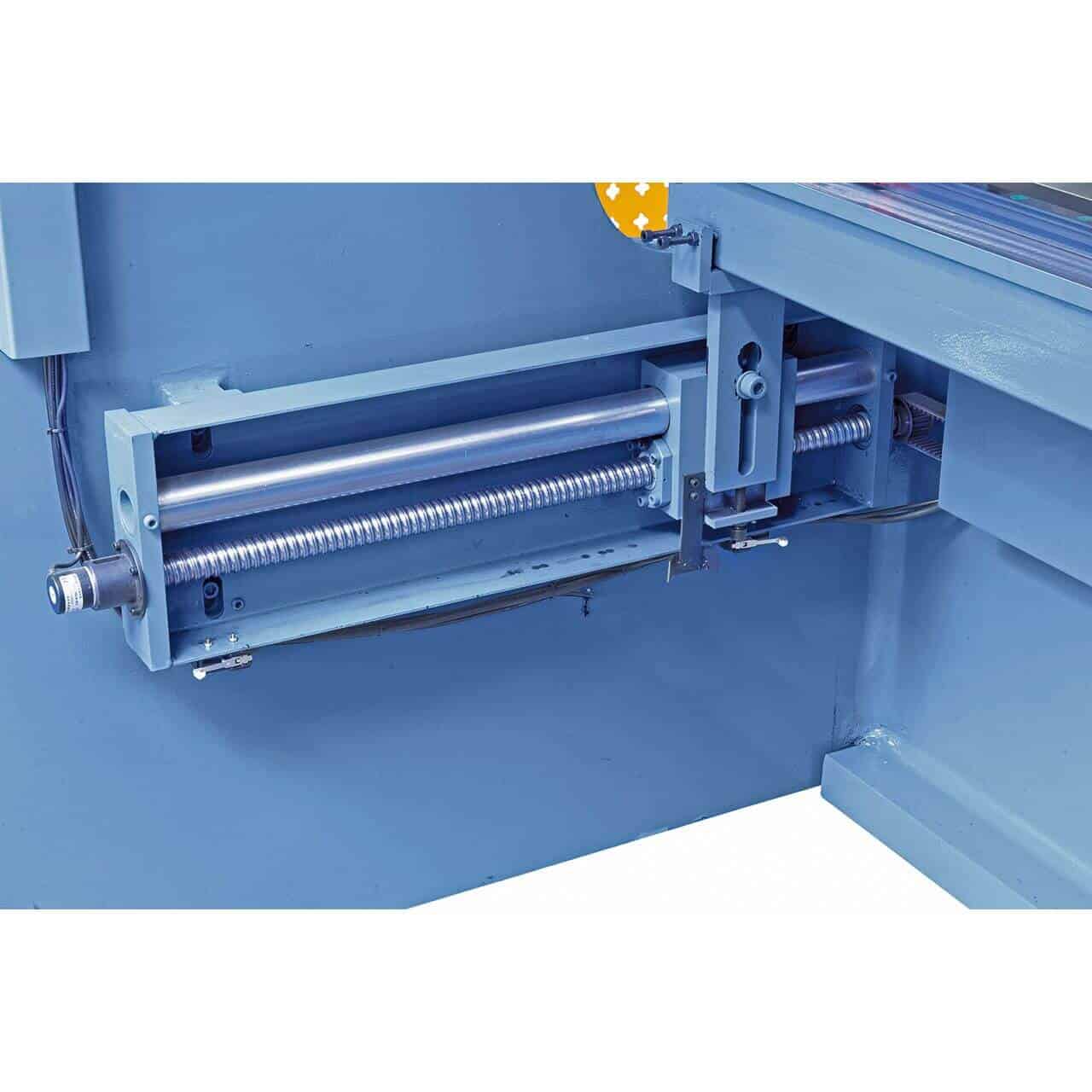
- Batente traseiro (eixo X): 0 – 600 mm com fuso de esferas
- Controle numérico: NC E21S integrado
- Peso: aprox. 6.700 kg
Quem usa a AKPL 3200 x 100 e para quê?
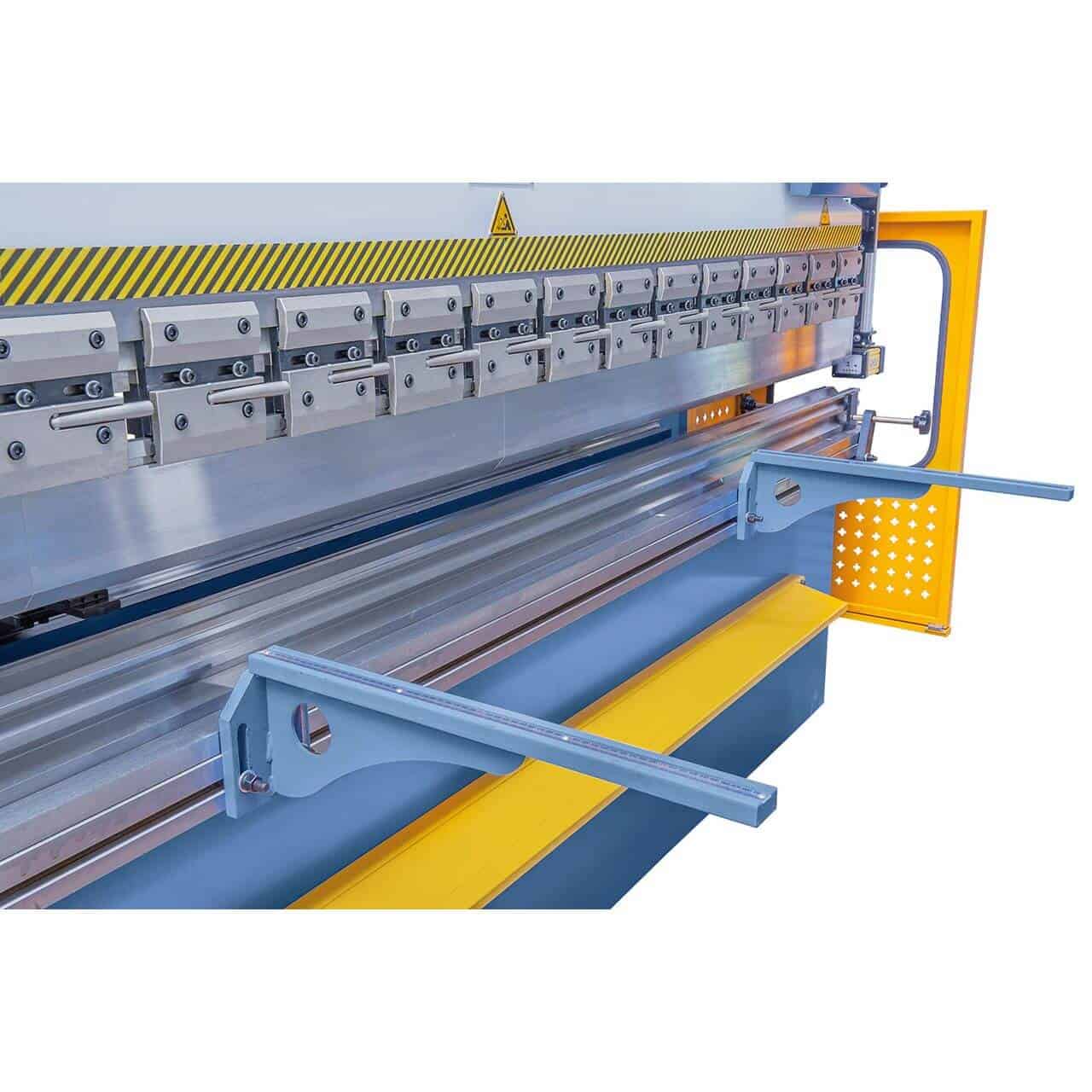
A Bernardo AKPL 3200 x 100 é uma prensa dobradeira hidráulica CNC para dobra industrial de chapas metálicas de até 3,2 metros de comprimento com 100 toneladas de força. Cilindros sincronizados garantem a descida paralela da viga superior: uma característica crucial para uma dobra uniforme em todo o comprimento, evitando as dobras tortas típicas de dobradeiras manuais em peças longas. O batente traseiro com fuso de esferas recirculantes (curso de 0 a 600 mm) e o controle CNC E21S permitem repetibilidade de posicionamento inferior a 0,1 mm, transformando a AKPL em uma máquina de produção semiautomática: o operador programa a sequência de dobra e a máquina posiciona a chapa metálica corretamente para cada dobra. A ferramenta superior segmentada com fixação rápida e a ferramenta inferior com 9 aberturas em forma de V abrangem a grande maioria das dobras padrão sem necessidade de troca de ferramentas. Nas oficinas dos clientes, a Krollit é a escolha de fabricantes de estruturas metálicas industriais, fabricantes de estruturas de aço, fabricantes de estruturas industriais e fabricantes de chapas metálicas que exigem precisão e repetibilidade.
Seu Lugar na Linha Bernardo
A AKPL 3200 x 100 é a prensa dobradeira hidráulica industrial de nível básico da linha AKPL da Bernardo. Acima dela, a linha oferece AKPLs com tonelagens mais elevadas (130, 160 e 220 toneladas) e comprimentos de até 4 metros para aplicações industriais pesadas. Abaixo dela (em termos de tipo de processamento) estão as prensas dobradeiras de bancada motorizadas TBM 2020/3020 para produção mais leve em chapas metálicas de até 1,5 mm.
A diferença entre a AKPL e a TBM reside na sua finalidade: a TBM dobra chapas metálicas finas (máx. 1,5 mm) com uma ferramenta de lâmina, enquanto a AKPL dobra chapas metálicas grossas com uma ferramenta em forma de V. A AKPL 3200 x 100, com 100 toneladas, foi projetada para dobrar aço macio com espessura de até aproximadamente 4-5 mm (a capacidade real depende da geometria em V utilizada). Para dobrar chapas metálicas com mais de 5 mm de espessura ou comprimentos superiores a 3,2 metros, considere a AKPL de maior capacidade.Logística e Suporte Krollit
Entrega para Bernardo em 5 a 9 dias úteis (7 dias para o Sul). Com uma carga de 6.700 kg, é necessário um guindaste com capacidade adequada e acesso a uma oficina apropriada. Dimensões: 3.650 × 2.080 × 2.300 mm: verifique a altura do teto e o piso. Recomenda-se uma fundação de concreto armado dimensionada. Ferramentas, peças de reposição e acessórios originais Bernardo disponíveis em estoque com envio em 3 a 5 dias úteis. Suporte ao cliente em italiano disponível.
Para quem é a AKPL 3200 x 100?
| Perfil | Compatibilidade | Padrão |
|---|---|---|
| Hobbista apaixonado | Não especificado | Máquina industrial com peso de 6.700 kg e controle numérico. Somente para uso profissional. |
| Metalurgia industrial | Recomendado | 100 toneladas em 3.200 mm com controle NC E21S abrange a maioria das operações de dobra industrial padrão. O batente traseiro com fuso de esferas proporciona repetibilidade de posicionamento inferior a 0,1 mm. |
| Produção de estruturas de aço | Recomendado | Adequado para produção em massa de chapas metálicas de tamanho médio. A sincronização dos cilindros produz dobras uniformes em todo o comprimento de trabalho. Sistema de segurança SDKELI em conformidade com os padrões da indústria. |
Não adequado para: trabalhar com chapas metálicas com espessura superior a 4-5 mm (considere a AKPL com maior tonelagem); peças com comprimento superior a 3.200 mm; Dobra de chapas metálicas finas (inferiores a 1,5 mm), para as quais as dobradeiras de bancada TBM são mais adequadas; Produção em série automatizada de alta velocidade com manipuladores robóticos (prensas CNC integradas).
Capacidade de flexão
| Especificação | Valor |
|---|---|
| Pressão de flexão | 100 toneladas |
| Comprimento efetivo | 3.200 mm |
| Distância entre montantes | 2.600 mm |
| Curso do pistão | 110 mm |
| Profundidade da garganta | 320 mm |
Balanço traseiro (eixo X)
| Especificações | Valores |
|---|---|
| Curso do batente traseiro | 0 – 600 mm |
| Sistema de posicionamento | Fuso de esferas |
| Controle numérico | NC E21S |
Tabela e Ferramentas
| Especificações | Valor |
|---|---|
| Largura da mesa | 210 mm |
| Altura da mesa | 800 mm |
| Ferramenta superior | Segmentada com fixação rápida |
| Ferramenta inferior | 9 aberturas V |
Velocidade
| Especificação | Valor |
|---|---|
| Velocidade de Aproximação | 90 mm/s |
| Velocidade de Flexão | 8 mm/s |
| Velocidade de Retorno | 90 mm/s |
Sistema encanador
| Especificar | Valor |
|---|---|
| Potência do motor | 7,5 kW |
| Capacidade do tanque de óleo | 260 litros |
| Energia | 400V – 50Hz – trifásico |
Segurança
| Especificar | Valor |
|---|---|
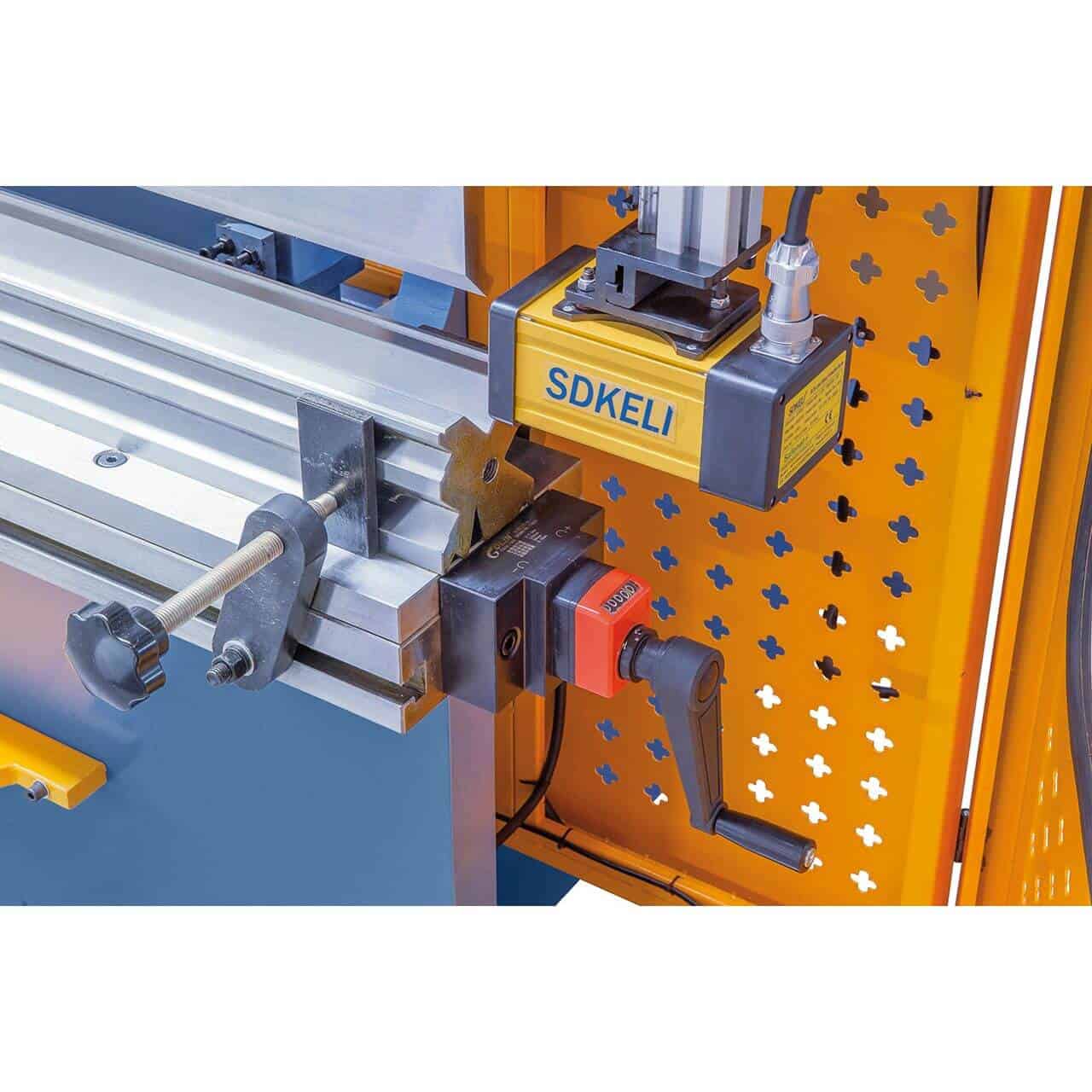
| Sistema Segurança | SDKELI |
| Grade de proteção | Lateral |
| Pedal | Com parada de emergência |
Dimensões e peso
| Especificações | Valor |
|---|---|
| Dimensões da máquina (L × P × A) | 3.650 × 2.080 × 2.300 mm |
| Peso total | aprox. 6.700 kg |
Conformidade
| Especificação | Valor |
|---|---|
| Marcação | CE |
| Diretiva | Diretiva de Máquinas 2006/42/CE |
Equipamento Padrão
- Prensa Dobradeira Bernardo AKPL 3200 x 100
- Batente traseiro com fuso de esferas
- Ferramenta superior segmentada com sistema de travamento rápido
- Ferramenta inferior com 9 Aberturas em forma de V
- Suportes frontais para chapas metálicas
- Controle CNC E21S
- Dedos de parada com altura ajustável
- Sistema de segurança SDKELI
- Grade de proteção lateral
- Pedal de controle com parada de emergência
Perguntas frequentes
O que significa 'cilindros sincronizados'?
Os dois cilindros hidráulicos (um por coluna) movem-se em paralelo estrito graças a um sistema de sincronização mecânico ou eletrônico. A viga superior desce em linha reta, evitando curvas inclinadas ao longo do comprimento.
Em dobradeiras sem sincronização, os dois cilindros podem se mover em velocidades ligeiramente diferentes, produzindo dobras tortas (mais próximas em uma extremidade do que na outra). Para comprimentos longos, como 3,2 metros, essa discrepância é inaceitável para a produção industrial. A sincronização é uma característica fundamental do design de prensas dobradeiras profissionais, e a Bernardo a implementa como padrão na AKPL.
Posso dobrar chapas metálicas grossas com a AKPL 3200 x 100?
A capacidade real depende da geometria em V utilizada. Em aço macio com barras em V de dimensões corretas, a máquina normalmente dobra chapas de 3 a 5 mm de espessura em dobras simples ao longo de todo o comprimento de trabalho.
A força de dobra não é função apenas da tonelagem da prensa: ela também depende da largura da barra em V (barras em V mais largas exigem menos força), do comprimento da dobra e da resistência do material. Para dobras mais espessas, recomenda-se consultar as tabelas de dobra da Bernardo (fornecidas com a máquina), que indicam a capacidade real para cada combinação de espessura, V, comprimento e material. Operações de usinagem regulares com mais de 5 mm de espessura exigem AKPLs com maior tonelagem.
O controlador CNC E21S é fácil de usar?
Sim, é um controlador numérico industrial de nível básico com uma interface de operador intuitiva. Permite a programação de sequências de dobra, armazenamento de programas e cálculo automático do desenvolvimento da chapa metálica.
O E21S CNC é um padrão da indústria com uma curva de aprendizado baixa: um operador de dobra experiente pode aprender a programá-lo em 2 a 3 dias de prática. Programar uma sequência de dobra complexa requer conhecimento da técnica de dobra (ordem correta, cálculo do desenvolvimento da chapa metálica, seleção do V), que é a especialidade do operador, não do controlador. Para produção em série repetitiva, o investimento inicial em programação se paga rapidamente.
Qual é a fundação necessária?
Fundação de concreto armado dimensionada para os 6.700 kg da máquina. Para usinagem de precisão, recomenda-se uma laje dedicada isolada do restante do piso.
A força de dobra de 100 toneladas gera reações que são transferidas para a fundação. Um piso industrial padrão de boa qualidade geralmente é suficiente; para oficinas com pisos leves ou recapeados, recomenda-se reforço específico. A Krollit não oferece serviços de instalação de fundações; contrate um instalador qualificado para a preparação do local.
Qual a produção por hora de dobra padrão?
Para dobras padrão repetitivas em chapas metálicas de tamanho médio com uma única dobra por peça, a taxa típica é de 60 a 100 peças por hora, incluindo o posicionamento da peça e do batente. Com múltiplas dobras por peça, a taxa é reduzida proporcionalmente.
A velocidade do ciclo da máquina (90 mm/s de aproximação, 8 mm/s de dobra, 90 mm/s de retorno) permite ciclos rápidos. A taxa efetiva é limitada pelo posicionamento da peça: o batente traseiro com fuso de esferas e o controle CNC aceleram significativamente esse aspecto em comparação com as dobradeiras manuais. Para a produção automatizada com robôs de alimentação, são necessárias configurações industriais específicas.